
SMT回流焊工藝流程介紹
|
|
|
|
回流焊是將表面貼裝元件連接到印刷電路板(PCB)的最廣泛使用的方法。 該工藝的目的是通過首先預熱元件/ PCB /焊膏然后熔化焊料而不會由于過熱而損壞來形成可接受的焊點。
導致有效回流焊接過程的關鍵因素如下: -
1. 合適的機器
2. 可接受的回流曲線
3. PCB /元件占位面積設計
4. 使用精心設計的模板小心地印刷PCB
5. 表面貼裝元件的重復放置
6. 質量好的PCB,元件和焊膏
| |
|

·
合適的機器
· 根據要加工的PCB組件的所需線速度和設計/材料,可提供各種類型的回流焊機。 選定的烤箱需要具有合適的尺寸來處理拾放設備的生產速率。
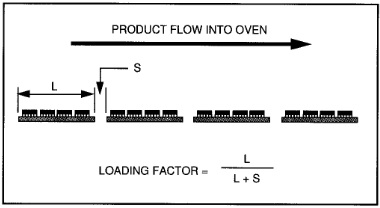
線速度可以如下計算: -
線速度(最小)= 每分鐘板數×每塊板的長度
負載系數(板間距)
考慮過程的可重復性非常重要,因此'負載系數'通常由機床制造商指定,計算如下: -
為了能夠選擇正確尺寸的回流爐,處理速度(下面定義)必須大于計算出的最小線速度。
處理速度= 烘箱加熱長度
處理停留時間
以下是計算以確定正確的烤箱尺寸的示例: -
SMT裝配商希望以每小時180個的速率生產8英寸的電路板。 焊膏制造商建議使用4分鐘,三步曲線。 我需要多長時間在這個吞吐量下處理電路板?
每分鐘板數= 3(180 /小時)
每塊板的長度= 8英寸
負載系數= 0.8(兩塊電路板之間有2英寸的空間)
處理停留時間= 4分鐘
計算線速度: (3板/分鐘)x(8英寸/板)
0.8
線速度= 30英寸/分鐘
因此,回流焊爐必須具有至少每分鐘30英寸的處理速度。
用過程速度方程確定烤箱加熱長度:
30英寸/分鐘= 烘箱加熱長度
4分鐘
烤箱加熱長度= 120英寸(10英尺)
請注意,烤箱的總長度將超過10英尺,包括冷卻部分和傳送帶裝載部分。 計算是用于加熱長度 - 不是整體烤箱長度。
PCB組件的設計將影響機器的選擇以及規范中添加的選項。 通常可用的機器選項如下: -
1.輸送機類型 - 可以選擇帶有網狀輸送機的機器,但通常指定邊緣輸送機以使烘箱能夠在線工作并且能夠處理雙面組件。 除邊緣輸送機外,通常還包括一個中心板支撐,以在回流焊過程中阻止PCB下垂 - 見下文。 當使用邊緣輸送機系統處理雙面組件時,必須注意不要干擾底面上的組件。
| | |


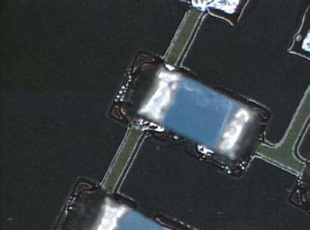
2.對流風扇速度的閉環控制 - 有些表面貼裝封裝如SOD323(見插件),其接觸面積與質量比較小,在回流過程中易受干擾。 傳統風扇的閉環速度控制是使用此類部件的組件的推薦選項。
3.傳送帶和中心板支撐寬度的自動控制 - 有些機器可以手動調整寬度,但如果有多種不同的組件需要使用不同的PCB寬度進行處理,則建議使用此選項以保持一致的過程。
· 可接受的回流曲線
· 為了創建可接受的回流曲線,每個組件都需要單獨考慮,因為有許多不同的方面會影響回流爐的編程。 諸如以下因素:
1. 錫膏的類型
2. PCB材料
3. PCB厚度
4. 層數
5. PCB內的銅量
6.表面安裝組件的數量
7. 表面安裝組件的類型
14.
| |
|
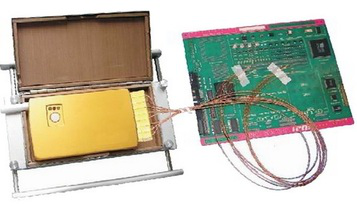
為了創建回流曲線,將熱電偶連接到多個位置的樣品組件(通常使用高溫焊料)以測量PCB上的溫度范圍。建議至少有一個熱電偶位于印刷電路板邊緣的焊盤上,一個熱電偶位于印刷電路板中間的焊盤上。 理想情況下,應使用更多的熱電偶來測量PCB上的全部溫度范圍 - 稱為“Delta T”。
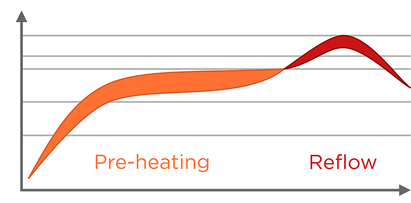
在典型的回流焊接過程中,通常有四個階段 - 預熱,浸泡,回流和冷卻。 主要目標是將足夠的熱量傳遞到組件中,以熔化焊料并形成焊點而不會對元件或PCB造成任何損壞。
預熱 - 在此階段,組件,PCB和焊料全部加熱到指定的浸泡或保溫溫度,注意不要過快加熱(通常不超過2oC/秒 - 檢查焊膏數據表)。 加熱過快可能導致組件缺陷,如組件開裂和焊膏飛濺,從而在回流期間導致焊球。
| |
|

浸泡 - 此階段的目的是確保所有組件在進入回流階段之前達到所需溫度。 取決于組件的“質量差異”和組件類型,浸泡通常持續60到120秒。 浸泡階段傳熱效率越高,需要的時間就越少。
回流焊 - 這是回流爐內的溫度升高到錫膏熔點以上導致其形成液體的階段。 焊料保持在其熔點以上(液相線以上的時間)的時間對于確保元件和PCB之間發生正確的“潤濕”很重要。 時間通常為30到60秒,不應超過以避免形成脆性焊點。 在回流階段控制峰值溫度非常重要,因為一些組件在暴露于過熱的情況下可能會失效。
在回流焊過程中使用氮氣應考慮到由于含有強通量焊膏的趨勢。 這個問題實際上不是在氮氣中回流的能力,而是在沒有氧氣的情況下回流的能力。 在氧氣存在下加熱焊料會產生氧化物,這通常是不可焊接的表面。
冷卻 - 這只是組件冷卻的階段,但重要的是不要過快冷卻組件 - 通常推薦的冷卻速率不應超過3oC/秒。
· PCB /元件占位面積設計
·

PCB設計的許多方面都會影響組件的回流性能。 一個例子是連接到組件占用面積的軌道大小 - 如果連接到組件占用面積一側的軌道大于另一側,則可能導致熱量不平衡,導致該部件“墓碑”,如下所示: -
另一個例子是“銅平衡” - 許多PCB設計使用大面積銅區,如果將PCB放入面板以輔助制造過程,則會導致銅不平衡。 這可能會導致面板在回流期間發生翹曲,因此推薦的解決方案是在面板的廢棄區域添加“銅平衡”,如下所示: -

有關其他注意事項,請參閱“制造設計” 。
·
使用精心設計的模板小心地印刷PCB
·

表面貼裝組裝中較早的工藝步驟對有效的回流焊接工藝至關重要。 錫膏印刷工藝是確保錫膏一致沉積在PCB上的關鍵。 在這個階段的任何錯誤都會導致不希望的結果,因此需要對此過程進行完整的控制以及有效的模板設計 。
·
表面貼裝元件的重復放置
·
|
|
組件放置變化 |

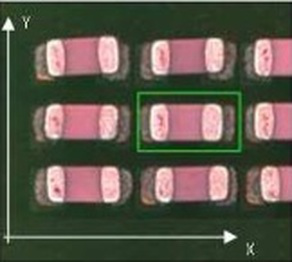
表面安裝元件的放置必須是可重復的,因此需要一臺可靠,維護良好的拾放機器。 如果組件包沒有以正確的方式教授,可能會導致機器視覺系統不能以相同的方式看到每個部件,因此會觀察到位置的變化。 這將導致回流焊接過程后的結果不一致。
所有組件貼片機將具有指定的“貼裝精度”,例如: -
35um(QFPs)至60um(芯片)@ 3 sigma
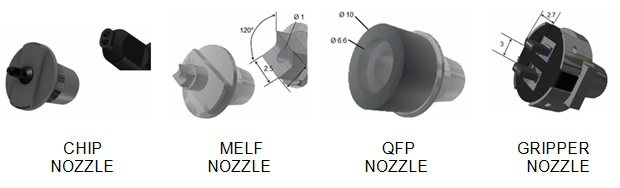
選擇正確的噴嘴以便放置元件類型也很重要 - 下面可以看到一系列不同的元件放置噴嘴: -
· 質量好的PCB,元件和焊膏
· 過程中使用的所有項目的質量必須很高,因為任何質量差的東西都會導致不良結果。 根據PCB的制造工藝及其存儲方式,PCB的表面處理可能導致回流焊接過程中的可焊性差。 下面是一個例子,當PCB上的表面光潔度很差時可以看到導致被稱為“黑色襯墊”的缺陷:
| 高品質的PCB表面處理 | TARNISHED PCB |


以類似的方式,表面安裝元件引線的質量可能很差,這取決于制造工藝和存儲方法。
儲存和處理會嚴重影響焊膏的質量。 如果使用質量差的焊膏,結果可能如下所示: -

結論
深圳市銘華航電SMT貼片加工:確實存在每種組件的理想回流焊曲線。 回流焊接過程可能需要耗費大量時間進行設置,但對于確保所有組件都完全焊接而不受損壞至關重要。 由于可接受的溫度范圍降低到錫鉛組件,因此在對無鉛組件進行分析時更為重要。 使用精心設計的配置文件將產生一個可重復的過程,持續提供所需的結果 - 值得花費額外的時間和精力。
相關閱讀:
